Software Setup
Requirements
Setup the TinyG Board
- Install FTDI Drivers
- Power up and connect the TinyG board using via USB to your computer.
- Run the Serial Port JSON Server and leave it running in the background.
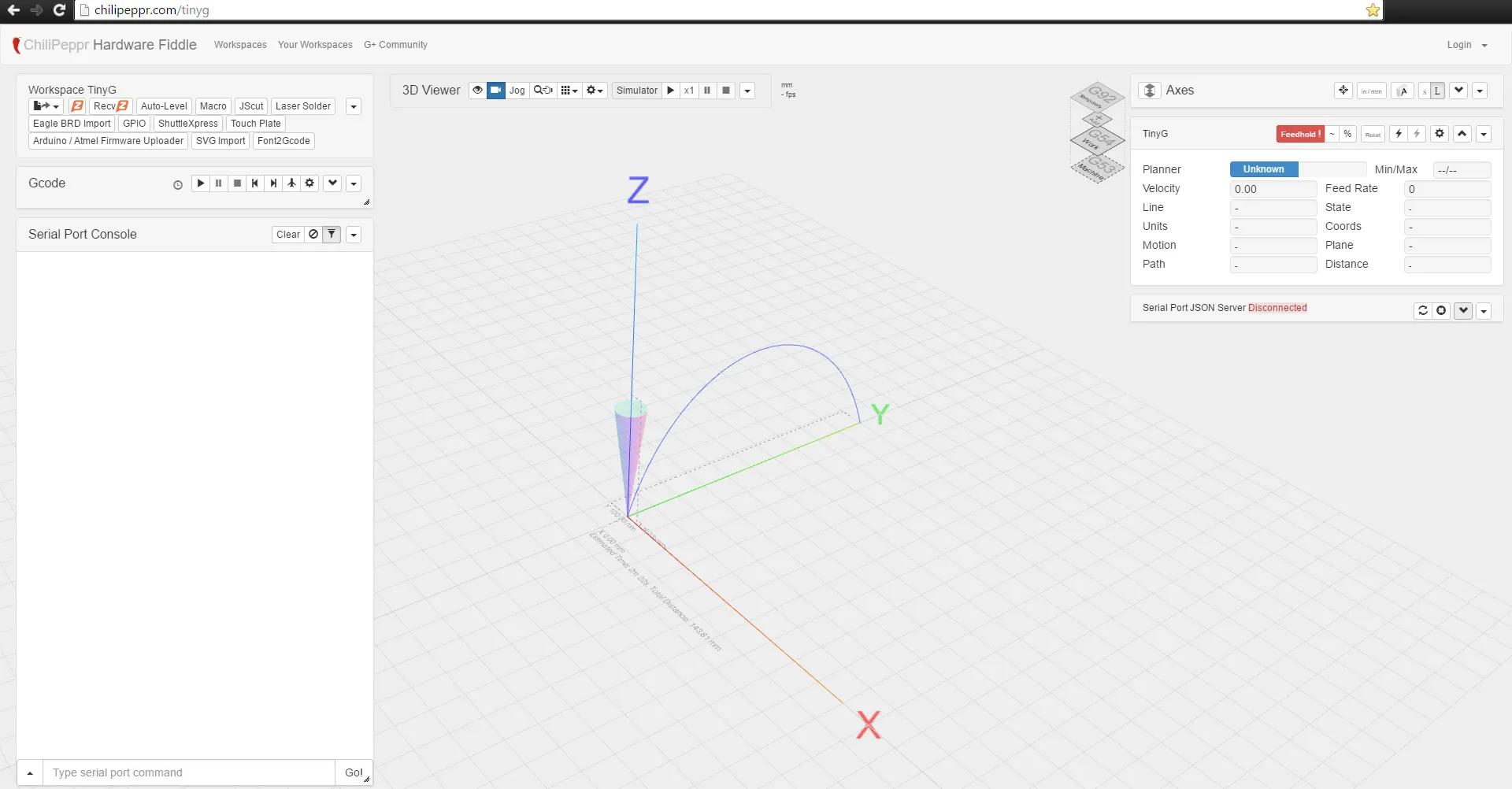
- Open your browser and go to chilipeppr.com/tinyg
- Go to the Serial Port JSON Server fiddle in bottom right and refresh to see the TinyG listed.
- Select and connect to the board.
- Change the following settings:
- Change Latch Velocity to 50
- X and Y Travel/rev = 36.54
- X and Y Microsteps = 8
- Z Travel/rev = 1.25
- Z microsteps = 4
Workflow
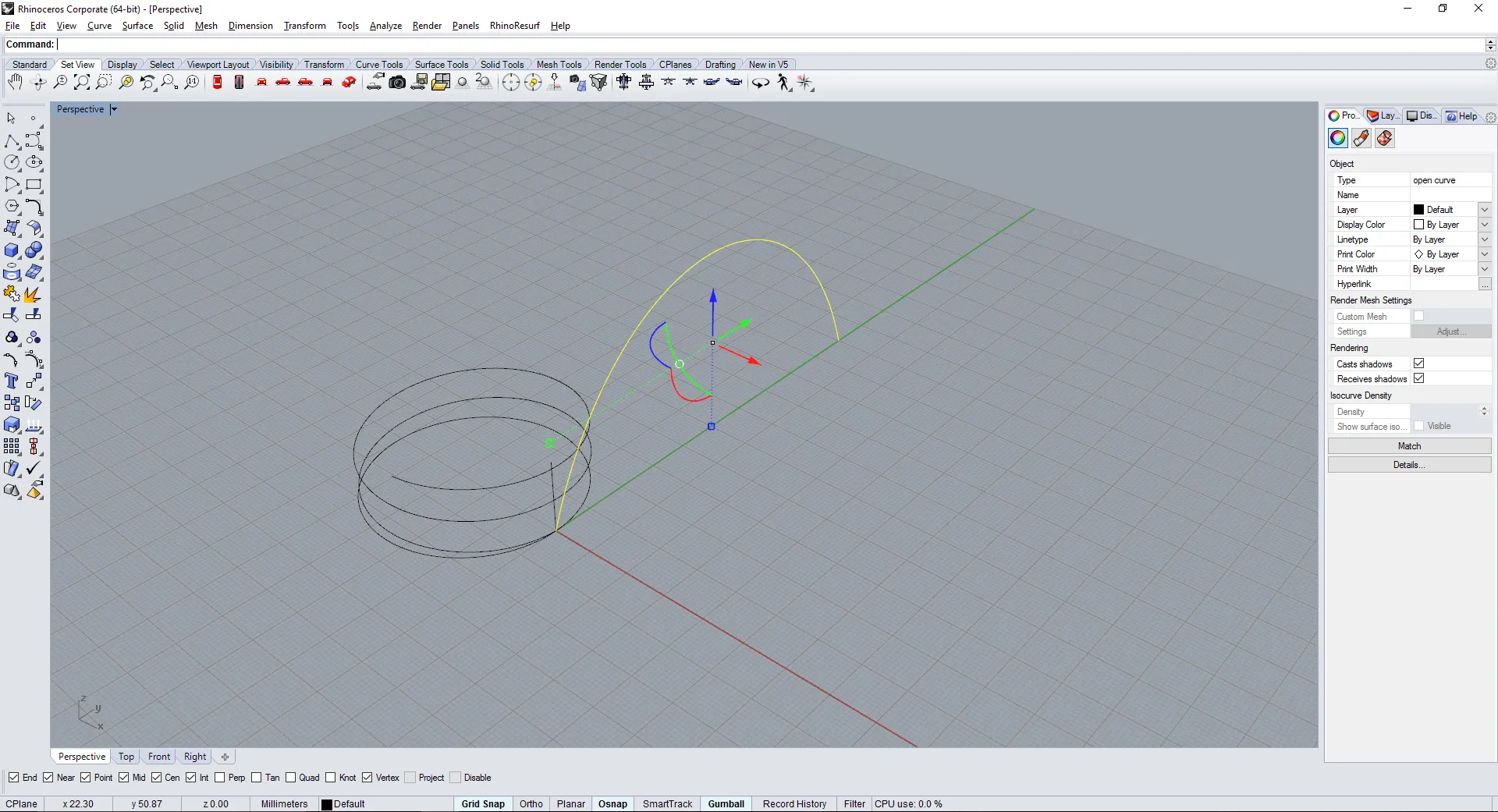
Generate the Geometry
- The extrusion path is first created in Rhino. All the measurements are in millimeters unless otherwise specified.
- Run the Python Script Editor in Rhino. Use command: EditPythonScript in Rhino Console.
- Run this script to generate a G-Code file. The code has been taken and modified from timcastelijn/gcode-generator.
- Copy the contents of the saved file that contains the newly written G-Code. Paste it in Chilipeppr to perform the extrusion.
Run the Extrusion
- This project used browser based Chilipeppr workspace to control the machine.
- Open your browser and go to chilipeppr.com/tinyg
- Go to the Serial Port JSON Server fiddle in bottom right and refresh to see the TinyG listed.
- Select and connect to the board.
- Go to ‘Workspace TinyG’ fiddle on top left and click the load GCode button. Paste the contents under ‘Open Gcode From Clipboard’.
- Insert the glass rod in the extruder and zero the machine to the correct point for extrusion.
- Power on the air-compressor to start the vacuum and ignite the propane torch at low flame. Leave it on for a few seconds till the glass is in semi-liquid state.
- Press play button in Chilipeppr GCode fiddle to initiate the movement of the machine.
Useful Links
- TinyG Documentation
- Shapeoko TinyG Setup
- Chilipeppr Documentation
- TinyG G-Code Generator
- Modified G-Code Generator
# Modified from : https://github.com/timcastelijn/gcode-generator
feedrate= 85 # Carriage Speed | Increment by +- 5
curve_tolerance=0.008
curve_angle_tolerance=5
z_offset = 0
material_mult = 0.01 # Extrusion Speed: A-Axis | Increments of +- 0.001
extruder_axis = 0 # Rotation A-Axis
import rhinoscriptsyntax as rs
import math
pt_prev = [0,0,0]
path = rs.GetObjects("Select Curves/polylines/arcs/circles", rs.filter.curve, True, True)
filename = rs.SaveFileName ("Save", "Toolpath Files (*.nc)|*.nc||", "/users/timcastelijn/documents")
file = open(filename, 'w')
# write header
file.write("G21\n") # Measurement units to mm
file.write("G90\n") # absolute positioning
for curve in path:
# fast move to path start
pt = rs.CurveStartPoint(curve)
file.write("G00 X%0.4f"%pt.X+" Y%0.4f"%pt.Y+" F%0.4f"%feedrate+"\n")
# detect type of curve for different G-codes
if (rs.IsPolyline(curve)) or rs.IsLine(curve):
points = rs.CurvePoints(curve)
for pt in points:
dist = rs.Distance(pt_prev,pt)
pt_prev[0] = pt.X
pt_prev[1] = pt.Y
pt_prev[2] = pt.Z
extruder_axis += dist*material_mult
file.write("G1 X%0.4f"%pt.X+" Y%0.4f"%pt.Y+" Z%0.4f"%(pt.Z+z_offset)+" A%0.4f"%(extruder_axis)+"\n")
elif rs.IsArc(curve):
normal = rs.CurveTangent(curve, 0)
startpt = rs.CurveStartPoint(curve)
endpt = rs.CurveEndPoint(curve)
midpt = rs.ArcCenterPoint(curve)
x = endpt.X
y = endpt.Y
i = -startpt.X + midpt.X
j = -startpt.Y + midpt.Y
if ((normal[1] > 0) and (startpt.X > midpt.X)) or ((normal[1] < 0) and (startpt.X < midpt.X) or (normal[1]==0 and (normal[0]==1 or normal[0] ==-1) and startpt.X == midpt.X)):
file.write("G3 X%0.4f"%x+" Y%0.4f"%y+" I%0.4f"%i+" J%0.4f"%j +"\n")
else:
file.write("G2 X%0.4f"%x+" Y%0.4f"%y+" I%0.4f"%i+" J%0.4f"%j +"\n")
else:
print "curve detected, subdiv needed"
polyLine = rs.ConvertCurveToPolyline(curve, curve_angle_tolerance, curve_tolerance)
points = rs.CurvePoints(polyLine)
for pt in points:
file.write("G01 X%0.4f"%pt.X+" Y%0.4f"%pt.Y+" Z%0.4f"%(pt.Z+z_offset)+"\n")
pt_prev[0] = pt.X
pt_prev[1] = pt.Y
pt_prev[2] = pt.Z
dist = rs.Distance(pt_prev,pt)
rs.DeleteObjects(polyLine)
file.close()